CONCEPTOS GENERALES DEL LEAN MANUFACTURING
1. Definición
El primer problema con
el que nos encontramos a la hora de definir el significado de Lean
Manufacturing es el elevado número de términos en castellano con los que las
empresas se refieren a estas técnicas. Dependiendo de la industria o del autor se
encontrarán traducciones como producción/fabricación delgada, ajustada, ágil,
esbelta o incluso, sin grasa. Por otra parte, las empresas han adaptado como
universales palabras en inglés o japonés que han pasado a ser parte del
vocabulario técnico de las empresas que adoptan metodología Lean.
A lo largo de esta
publicación se utilizaran los términos más comúnmente aceptados en la
industria. Aun siendo contrarios al uso de anglicismos en la nomenclatura
técnica, hemos decidido utilizar la denominación “Lean Manufacturing” en este
trabajo debido, por un lado, a que la variedad de traducciones aplicadas a este
término puede inducir a error y, por otro, por el hecho de ser ésta la
expresión más utilizada entre los profesionales.
No obstante, en numerosas ocasiones nos ceñiremos exclusivamente a la
denominación “Lean” dado que puede aplicarse en entornos distintos a
fabricación.
Lean Manufacturing es
una filosofía de trabajo, basada en las personas, que define la forma de mejora
y optimización de un sistema de producción focalizándose en identificar y
eliminar todo tipo de “desperdicios”, definidos éstos como aquellos procesos o
actividades que usan más recursos de los estrictamente necesarios. Identifica
varios tipos de “desperdicios” que se observan en la producción: sobreproducción,
tiempo de espera, transporte, exceso de procesado, inventario, movimiento y
defectos. Lean mira lo que no deberíamos estar haciendo porque no agrega valor
al cliente y tiende a eliminarlo. Para alcanzar sus objetivos, despliega una
aplicación sistemática y habitual de un conjunto extenso de técnicas que cubren
la práctica totalidad de las áreas operativas de fabricación: organización de
puestos de trabajo, gestión de la calidad, flujo interno de producción,
mantenimiento, gestión de la cadena de suministro. Los beneficios obtenidos en
una implantación Lean son evidentes y están demostrados.
El gráfico 1 muestra el
resultado de un estudio realizado por Aberdeen Group entre 300 empresas
implantadoras estadounidenses que muestra reducciones del 20% al 50% en los
aspectos importantes de la fabricación.
Su objetivo final es el
de generar una nueva CULTURA de la mejora basada en la comunicación y en el
trabajo en equipo; para ello es indispensable adaptar el método a cada caso
concreto. La filosofía Lean no da nada por sentado y busca continuamente nuevas formas de hacer las cosas de manera
más ágil, flexible y económica.
Lean Manufacturing no
es un concepto estático, que se pueda definir de forma directa, ni tampoco una
filosofía radical que rompe con todo lo conocido. Su novedad consiste en la
combinación de distintos elementos, técnicas y aplicaciones surgidas del estudio
a pie máquina y apoyadas por la dirección en el pleno convencimiento de su necesidad.
El pensamiento Lean evoluciona permanentemente como consecuencia del
aprendizaje, que se va adquiriendo sobre la implementación y adaptación de las diferentes
técnicas a los distintos entornos industriales e, incluso, de servicios.
“La cultura Lean no es
algo que empiece y acabe, es algo que debe tratarse como una transformación
cultural si se pretende que sea duradera y sostenible, es un conjunto de
técnicas centradas en el valor añadido y en las personas”.
Una empresa con trayectoria
exitosa en métodos de racionalización de la producción se encuentra en una
excelente posición para experimentar con el método Lean adoptando nuevos
enfoques, seleccionando aquellas técnicas específicas y los principios que
mejor se adapten a su sistema productivo, producto y equipo humano.
2. Orígenes y
antecedentes
Las técnicas de
organización de la producción surgen a principios del siglo XX con los trabajos
realizados por F.W. Taylor y Henry Ford, que formalizan y metodifican los conceptos
de fabricación en serie que habían empezado a ser aplicados a finales del siglo
XIX y que encuentran sus ejemplos más relevantes en la fabricación de fusiles (EEUU)
o turbinas de barco (Europa). Taylor estableció las primeras bases de la
organización de la producción a partir de la aplicación de método científico a
procesos, tiempos, equipos, personas y movimientos. Posteriormente Henry Ford
introdujo las primeras cadenas de fabricación de automóviles en donde hizo un
uso intensivo de la normalización de los productos, la utilización de máquinas
para tareas elementales, la simplificación-secuenciación
de tareas y recorridos, la sincronización entre procesos, la especialización
del trabajo y la formación especializada. En ambos casos se trata conjuntos de
acciones y técnicas que buscan una nueva forma de organización y que surgen y
evolucionan en una época en donde era posible la producción rígida en masa de
grandes cantidades de producto.
La ruptura con estas
técnicas se produce en Japón, en donde se encuentra el primer germen recocido
con el pensamiento Lean. Ya en 1902, Sakichi Toyoda, el que más tarde fuera
fundador con su hijo Kiichiro de la Corporación Toyota Motor Company, inventó
un dispositivo que detenía el telar cuando se rompía el hilo e indicaba con una
señal visual al operador que la maquina necesitaba atención. Este sistema de
“automatización con un toque humano” permitió separar al hombre la máquina. Con
esta simple y efectiva medida un único operario podía controlar varias
máquinas, lo que supuso una tremenda mejora de la productividad que dio paso a
una preocupación permanente por mejorar los métodos de trabajo. Por sus
contribuciones al desarrollo industrial del Japón, Sakiichi Toyoda es conocido
como el “Rey de los inventores Japoneses”. En 1929, Toyoda vende los derechos
de sus patentes de telares a la empresa Británica Platt Brothers y encarga a su
hijo Kiichiro que invierta en la industria automotriz naciendo, de este modo,
la compañía Toyota. Esta firma, al igual que el resto de las empresas
japonesas, se enfrentó, después de la segunda guerra mundial, al reto de
reconstruir una industria competitiva en un escenario de post-guerra. Los japoneses
se concienciaron de la precariedad de su posición en el escenario económico mundial,
pues, desprovistos de materias primas, sólo podían contar con ellos mismos para
sobrevivir y desarrollarse.
El reto para los
japoneses era lograr beneficios de productividad sin recurrir a economías de
escala. Comenzaron a estudiar los métodos de producción de Estados Unidos, con
especial atención a las prácticas productivas de Ford, a el control estadístico
de procesos desarrollado por W. Shewart, a las técnicas de calidad de Edwards
Deming y Joseph Moses Juran, junto con las desarrolladas en el propio Japón por
Kaoru Ishikawa.
Precisamente, en este
entorno de “supervivencia”, la compañía Toyota fue la que aplico más
intensivamente la búsqueda de nuevas alternativas “prácticas”. A finales de
1949, un colapso de las ventas obligó a Toyota a despedir a una gran parte de
la mano de obra después de una larga huelga. En ese momento, dos jóvenes
ingenieros de la empresa, Eiji Toyoda (sobrino de Kiichiro) y Taiicho Ohno, al
que se le considera el padre del Lean Manufacturing, visitaron las empresas
automovilísticas americanas. Por aquel entonces el sistema americano propugnaba
la reducción de costes fabricando vehículos en grandes cantidades pero
limitando el número de modelos. Observaron que el sistema rígido americano no
era aplicable a Japón y que el futuro iba a pedir construir automóviles
pequeños y modelos variados a bajo coste. Concluyeron que esto solo sería
posible suprimiendo los stocks y toda una serie de despilfarros, incluyendo los
de aprovechamiento de las capacidades humanas.
A partir de estas
reflexiones, Ohno estableció las bases del nuevo sistema de gestión
JIT/Just in Time (Justo
a tiempo), también conocido como TPS (Toyota Manufacturing
System). El sistema
formulaba un principio muy simple: “producir solo lo que se demanda y cuando el
cliente lo solicita”. Las aportaciones de Ohno se complementaron con los
trabajos de Shigeo Shingo, también ingeniero industrial de Toyota, que estudió
detalladamente la administración científica de Taylor y teorías de tiempos y movimientos
de Gilbreth. Entendió la necesidad de transformar las operaciones productivas
en flujos continuos, sin interrupciones, con el fin de proporcionar al cliente únicamente
lo que requería, focalizando su interés en la reducción de los tiempos de preparación.
Sus primeras aplicaciones se centraron en la reducción radical de los tiempos
de cambio de herramientas, creando los fundamentos del sistema SMED. Al amparo
de la filosofía JIT fueron desarrollándose diferentes técnicas como el sistema
Kanban, Jidoka, Poka–Joke que fueron enriqueciendo el sistema Toyota.
El sistema JIT/TPS ganó
notoriedad con la crisis del petróleo de 1973 y la entrada en pérdidas de
muchas empresas japonesas. Toyota destacaba por encima de las demás compañías y
el gobierno japonés fomentó la extensión del modelo a otras empresas.
A partir de este
momento la industria japonesa empieza a tomar una ventaja competitiva con
occidente. En este punto hay que destacar que Taicho Ohno ha reconocido que el
JIT surgió del esfuerzo por la superación, la mejora de la productividad y, en definitiva,
la necesidad de reducir los costes, prueba de que en época de crisis las ideas
surgen con más fuerza.
Sin embargo, pese a
todos estos antecedentes, no es hasta principios de la década de los 90, cuando
repentinamente el modelo japonés tiene “un gran eco” en occidente y lo hace a
través de la publicación de “La máquina que cambió el mundo” de Womack, Jones y
Roos. En este libro se sintetiza el “Programa de Vehículos a Motor” que se
realizó en el MIT (Massachusetts Institute of Technology) con el fin de
contrastar, de una forma sistemática, los sistemas de producción de Japón,
Europa y Estados Unidos. En esta publicación se exponían las características de
un nuevo sistema de producción “capaz de combinar eficiencia, flexibilidad y
calidad” utilizable en cualquier lugar del mundo.
En esta obra fue donde
por primera vez se utilizó la denominación Lean Manufacturing, aunque, en el
fondo, no dejó de ser una forma de etiquetar con una nueva palabra
occidentalizada el conjunto de técnicas que ya llevaban utilizándose desde hacía
décadas en Japón.
Teniendo en cuenta
todos estos antecedentes es lógico que técnicos, docentes y expertos en la
materia, hagan referencia al sistema de producción Japonés para hablar de Lean,
un sistema nacido en un entorno socio-industrial muy diferente al occidental.
Precisamente, según
Suzuki (2004), las técnicas JIT, junto al sistema de organización del trabajo
japonés JWO (Japanese Work Organization) y el Jidoka, son los fundamentos que
configuran el Lean Manufacturing.
El JWO consiste en
idear y establecer una manera de organizar el trabajo orientado
a la exhaustiva
aplicación práctica de las habilidades de los trabajadores; esto es, a la plena
utilización de las capacidades de la mano de obra. El sistema se completa con
otras prácticas organizativas, tales como la formación de trabajadores para que
puedan realizar varias tareas, la asignación flexible del trabajo, la
asignación de responsabilidad a los trabajadores con el fin de comprobar
parámetros de calidad y para efectuar mantenimiento básico. El JIDOKA consiste
en proporcionar a las máquinas la capacidad de parar el proceso si detecta que
no puede fabricar una pieza sin errores.
|
TABLA
1
|
||
|
Origen
y evolución de los principios Lean
|
||
|
JIT
|
JWO
|
Lean
|
|
Reducción
producto en curso
|
Trabajadores Multidisciplinares
|
Jidoka
|
|
Flujo
continuo
|
Calidad en el puesto
|
Calidad Total
|
|
Reducción
tiempos de entrega
|
Mantenimiento
en el puesto
|
Mejora
continua
|
|
Reducción
tiempos de fabricación
|
Mejoras del puesto de trabajo
|
Compromiso
dirección y empleados
|
|
Fuente: Elaboración propia.
|
|
|
La tabla 1
muestra un resumen de los principios esenciales que se han ido sumando al modelo
Lean.
En un primer grupo se
encuadran los principios JIT originales, que afectan a productividad, costes,
plazo de entrega y diversidad de productos.
En un segundo grupo se
recogen los principios JWO que usan el potencial de los trabajadores.
El último grupo estaría
formado por aquellos principios que se han ido incorporando finalmente para
configurar lo que se entiende por Lean.
Para concluir la
descripción del origen del Lean Manufacturing es conveniente simplificar los
conceptos y desmitificar las denominaciones, en un primer ejercicio de pensamiento
Lean que evite “despilfarros” en la comunicación de conceptos. El origen del
Lean Manufacturing se encuentra en el momento en que las empresas japonesas adoptaron
una CULTURA, que se mantiene hasta nuestros días, consistente en buscar obsesivamente
la forma de aplicar mejoras en la planta de fabricación a nivel de puesto de
trabajo y línea de fabricación, todo ello en contacto directo con los problemas
y contando con la colaboración, involucración y comunicación plena entre
directivos, mandos y operarios. En esa búsqueda adoptaron plenamente los
principios de la calidad total y mejora continua logrando un cambio de
mentalidad que no se produciría hasta décadas después en las fábricas de
occidente.
“El secreto no está en
el nombre de la filosofía sino en la actitud, persistente en el tiempo, de
perseguir e implementar acciones de mejora y eliminación de actividades de
valor añadido, con pleno apoyo de la dirección y de empleados, adaptadas a las circunstancias
específicas de cada empresa, para el incremento de la productividad, la reducción
de plazos de entrega, el aumento de la calidad y la reducción de costes”
3. La cultura
de la excelencia en fabricación
La difusión de las
técnicas de gestión Lean ha venido acompañada de los conceptos de “excelencia
en fabricación” o “empresa de clase mundial”. El conocimiento de los objetivos
que implican estos conceptos es muy conveniente de cara a iniciarse en las nuevas
técnicas, clave para la competitividad de las empresas. Desde el punto de vista
de “excelencia” las empresas que desean competir con éxito en el mercado actual
deben plantearse los siguientes objetivos:
• Diseñar para “fabricar”.
• Reducir los tiempos de preparación de máquinas
para incrementar la flexibilidad y disminuir los plazos de ejecución.
• Lograr una distribución de la planta que
asegure un bajo inventario, minimice recorridos y facilite el control directo
por visibilidad.
• Usar la tecnología para disminuir la
variabilidad del proceso.
• Conseguir que sea fácil fabricar el producto
sin errores.
• Organizar el lugar de trabajo para eliminar
tiempos de búsquedas.
• Formar a los trabajadores para facilitar la
motivación, polivalencia y multidisciplinariedad.
• Garantizar que el personal de línea sea el
primero en intentar solucionar los problemas.
• Conservar y mejorar el equipo existente antes
de pensar en nuevos equipos. Usar intensivamente el mantenimiento preventivo
implicando a todos los empleados.
• Incrementar la frecuencia de entregas de los
productos.
• Conseguir que la detección de fallos se realice
en la fuente creando mecanismos sencillos que detecten inmediatamente los
problemas.
• Garantizar que todas las personas estén
regularmente informadas sobre las necesidades de los clientes, su grado de
satisfacción y de los métodos a utilizar para su satisfacción.
Las técnicas Lean
Manufacturing constituyen la hoja de ruta idónea para conseguir convertir una
empresa en competitiva y de excelencia dentro del mercado actual.
4. Estructura
del sistema Lean
Lean es un sistema con
muchas dimensiones que incide especialmente en la eliminación del desperdicio mediante la aplicación de
las técnicas que se irán describiendo en esta publicación. Lean supone un
cambio cultural en la organización empresarial con un alto compromiso de la
dirección de la compañía que decida implementarlo. En estas condiciones es
complicado hacer un esquema simple que refleje los múltiples pilares, fundamentos,
principios, técnicas y métodos que contempla y que no siempre son homogéneos
teniendo en cuenta que se manejan términos y conceptos que varían según la
fuente consultada. Indicar, en este sentido, que los académicos y consultores no
se ponen de acuerdo a la hora de identificar claramente si una herramienta es o
no lean (tabla 2).
|
TABLA
2
|
|
|
Lista de técnicas y
técnicas asimiladas a acciones de mejora de sistemas productivos
|
|
|
• Las 5 S
|
• Orientación al
cliente
|
|
• Control Total de
Calidad
|
• Control Estadístico
de Procesos
|
|
• Círculos de Control
de Calidad
|
• Benchmarking
|
|
• Sistemas de
sugerencias
|
• Análisis e
ingeniería de valor
|
|
• SMED
|
• TOC (Teoría de las
restricciones)
|
|
• Disciplina en el
lugar de trabajo
|
• Coste Basado en
Actividades
|
|
• Mantenimiento
Productivo Total
|
• Seis Sigma
|
|
• Kanban
|
• Mejoramiento de la
calidad
|
|
• Nivelación y
equilibrado
|
• Sistema Matricial
de Control Interno
|
|
• Just in Time
|
• Cuadro de Mando
Integral
|
|
• Cero Defectos
|
• Presupuesto Base
Cero
|
|
• Actividades en
grupos pequeños
|
• Organización de
Rápido Aprendizaje
|
|
• Mejoramiento de la
Productividad
|
• Despliegue de la
Función de Calidad
|
|
• Autonomación
(Jidoka)
|
• AMFE
|
|
• Técnicas de gestión
de calidad
|
• Ciclo de Deming
|
|
• Detección,
Prevención y Eliminación de Desperdicios
|
• Función de Pérdida
de Taguchi
|
De forma tradicional se
ha recurrido al esquema de la “Casa del Sistema de Producción
Toyota” para visualizar
rápidamente la filosofía que encierra el Lean y las técnicas disponibles para
su aplicación. Se explica utilizando una casa porque ésta constituye un sistema
estructural que es fuerte siempre que los cimientos y las columnas lo sean; una parte en mal estado debilitaría
todo el sistema.
El gráfico 2 representa
una adaptación actualizada de esta “Casa”.
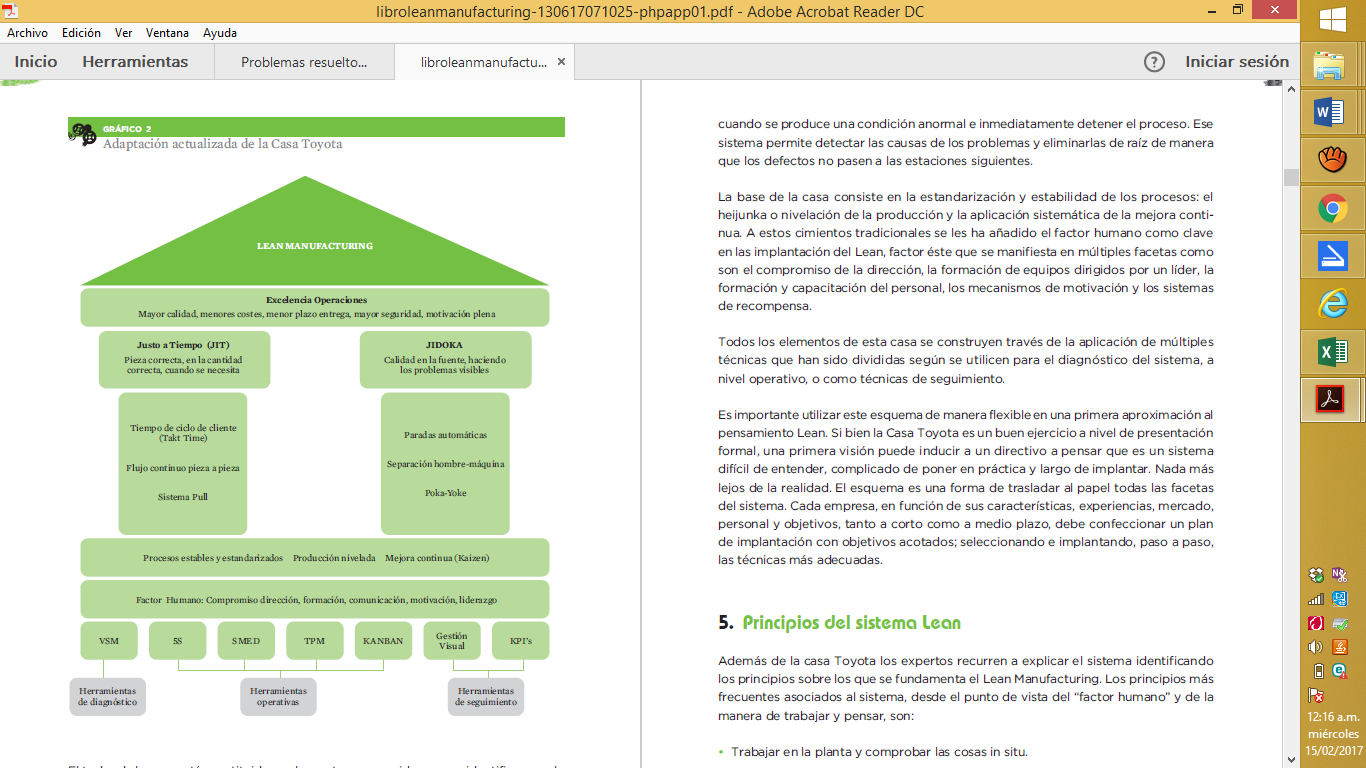
El techo de la casa
está constituido por las metas perseguidas que se identifican con la mejor
calidad, el más bajo costo, el menor tiempo de entrega o tiempo de maduración (Lead-time).
Sujetando este techo se encuentran las dos columnas que sustentan el sistema:
JIT y Jidoka. El JIT, tal vez la herramienta más reconocida del sistema Toyota,
significa producir el artículo indicado en el momento requerido y en la
cantidad exacta.
Jidoka consiste en dar
a las máquinas y operadores la habilidad para determinar cuándo se produce una
condición anormal e inmediatamente detener el proceso. Ese sistema permite
detectar las causas de los problemas y eliminarlas de raíz de manera que los
defectos no pasen a las estaciones siguientes.
La base de la casa
consiste en la estandarización y estabilidad de los procesos: el heijunka o
nivelación de la producción y la aplicación sistemática de la mejora continua.
A estos cimientos
tradicionales se les ha añadido el factor humano como clave en las implantación
del Lean, factor éste que se manifiesta en múltiples facetas como son el
compromiso de la dirección, la formación de equipos dirigidos por un líder, la formación y capacitación del personal, los
mecanismos de motivación y los sistemas de recompensa.
Todos los elementos de
esta casa se construyen través de la aplicación de múltiples técnicas que han
sido divididas según se utilicen para el diagnóstico del sistema, a nivel operativo,
o como técnicas de seguimiento.
Es importante utilizar
este esquema de manera flexible en una primera aproximación al pensamiento
Lean. Si bien la Casa Toyota es un buen ejercicio a nivel de presentación formal,
una primera visión puede inducir a un directivo a pensar que es un sistema difícil
de entender, complicado de poner en práctica y largo de implantar. Nada más
lejos de la realidad. El esquema es una forma de trasladar al papel todas las facetas
del sistema. Cada empresa, en función de sus características, experiencias,
mercado, personal y objetivos, tanto a corto como a medio plazo, debe
confeccionar un plan de implantación con objetivos acotados; seleccionando e
implantando, paso a paso, las técnicas más adecuadas.
5. Principios
del sistema Lean
Además de la casa
Toyota los expertos recurren a explicar el sistema identificando los principios
sobre los que se fundamenta el Lean Manufacturing. Los principios más frecuentes
asociados al sistema, desde el punto de vista del “factor humano” y de lamanera
de trabajar y pensar, son:
• Trabajar en la planta y comprobar las cosas in
situ.
• Formar líderes de equipos que asuman el sistema
y lo enseñen a otros.
• Interiorizar la cultura de “parar la línea”.
• Crear una organización que aprenda mediante la
reflexión constante y la mejora continua.
• Desarrollar personas involucradas que sigan la
filosofía de la empresa.
• Respetar a la red de suministradores y
colaboradores ayudándoles y proponiéndoles retos.
• Identificar y eliminar funciones y procesos que
no son necesarios.
• Promover equipos y personas multidisciplinares.
• Descentralizar la toma de decisiones.
• Integrar funciones y sistemas de información.
• Obtener el compromiso total de la dirección con
el modelo Lean.
A estos principios hay que añadir los
relacionados con las medidas operacionales y técnicas a usar:
• Crear un flujo de proceso continuo que
visualice los problemas a la superficie.
• Utilizar sistemas “Pull” para evitar la
sobreproducción.
• Nivelar la carga de trabajo para equilibrar las
líneas de producción.
• Estandarizar las tareas para poder implementar
la mejora continua.
• Utilizar el control visual para la detección de
problemas.
• Eliminar inventarios a través de las diferentes
técnicas JIT.
• Reducir los ciclos de fabricación y diseño.
• Conseguir la
eliminación de defectos.